Với các đặc điểm thiết kế khác nhau, có nhiều tiêu chuẩn sản xuất ống gió khác nhau. Bài viết dưới đây dựa theo tiêu chuẩn TCVN 5687: 2010 do Trường Đại học Xây dựng biên soạn, Bộ Xây dựng đề nghị, Cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
Tiêu chuẩn sản xuất ống gió
Ống gió phải được sản xuất theo kích thước quy định trong Bảng 1 và Bảng 2. Ống gió tiết diện tròn hoặc chữ nhật đều lấy kích thước ngoài làm chuẩn.
- Mối nối các đoạn ống gió phải dùng kiểu tháo rời được. Chiều dài đoạn ống nên lấy bằng 1,8 ¸ 2,5 m. Riêng đối với ống gió hàn hoặc liên kết bằng bulông có thể dài hơn, tuy nhiên không quá 4 mét.
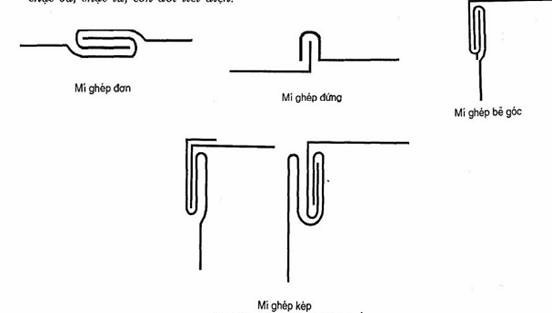
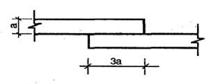
- Khi chế tạo ống gió bằng kim loại, các ống gió tiết diện tròn thì mí ghép nối của các tấm và mối nối các đoạn ống có thể áp dụng mí ghép đơn. Ống gió tiết diện chữ nhật có thể áp dụng mí ghép bê góc hoặc mí ghép kép. Ống gió tiết diện tròn có thể áp dụng mí ghép đứng. (xem hình 1)
- Mặt ngoài ống gió và các bộ phận phải phẳng, cong tròn đều. Mạch nối theo chiều dọc phải so le. Khe ghép nối phải kín khít, độ rộng phải đều.
- Khi sản xuất ống gió bằng kim loại sai số cho phép của đường kính ngoài hoặc cạnh ngoài như sau:
+ 1mm nếu kích thước cạnh lớn (hoặc đường kính) ống nhỏ hơn hoặc bằng 300mm ;
+ 2mm nếu kích thước cạnh lớn (hoặc đường kính) ống lớn hơn 300mm ;
Sai số cho phép của đường kính trong của mặt bích tròn hoặc cạnh dài trong của mặt bích tiết diện chữ nhật là +2mm. Độ không bằng phẳng không được quá 2mm.
Xem thêm:
- Ống gió là gì? Gia công ống gió uy tín tại TPHCM
- Ống gió vuông là gì? Lắp đặt hệ thống ống gió TPHCM
- Mua bán thiết bị điện công nghiệp chính hãng tại Tp Hcm
Bảng 1. Quy cách ống gió tiết diện tròn
Kích thước mml
| Đường kính ngoài d | |||
| Hệ thống cơ bản | Hệ thống bổ trợ | ||
| 1 | 2 | 3 | 4 |
| 80 | |||
| 100 | 500 | 90 | 480 |
| 100 | 500 | ||
| 125 | 560 | 110 | 530 |
| 120 | 560 | ||
| 140 | 630 | 130 | 600 |
| 140 | 630 | ||
| 160 | 710 | 150 | 670 |
| 160 | 700 | ||
| 180 | 800 | 170 | 750 |
| 180 | 800 | ||
| 200 | 900 | 190 | 850 |
| 200 | 900 | ||
| 225 | 1000 | 210 | 950 |
| 220 | 1000 | ||
| 250 | 1120 | 240 | 1060 |
| 250 | 1120 | ||
| 280 | 1250 | 260 | 1180 |
| 280 | 1250 | ||
| 315 | 1400 | 300 | 1320 |
| 320 | 1400 | ||
| 355 | 1600 | 340 | 1500 |
| 360 | 1600 | ||
| 400 | 1800 | 380 | 1700 |
| 400 | 1800 | ||
| 450 | 2000 | 420 | 1900 |
| 450 | 2000 | ||
- Ghép nối ống gió với mặt bích: Nếu áp dụng cách lật biên, kích thước lật biên phải là 6 ¸ 9mm. Lật biên phải bằng phẳng, không được có lỗ rỗng.
- Gia công ống gió bằng phương pháp cuốn thì mạch cuốn phải đều đặn và kín, khít.
- Bán kính cong và số đốt tối thiểu của ngoặt tiết diện tròn (bán kính tính theo đường trục) phải phù hợp với quy định trong bảng 3.
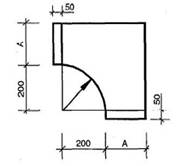
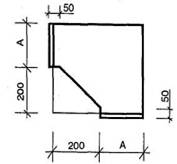
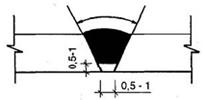
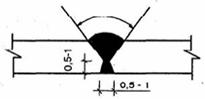
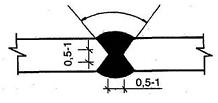
- Bán kinh cong của ngoặt tiết diện chữ nhật phải phù hợp yêu cầu trong hình 2, hình 3 và hình 4. Đối với ngoặt tiết diện chữ nhật có cung tròn phía trong hoặc đường chéo ở trong khi kích thước A lớn hơn hoặc bằng 500mm phải đặt lá hướng dòng.
- Chạc ba và chạc tư của ống gió tiết diện tròn thì góc kẹp nên là 15° đến 60°. Sai số cho phép của góc kẹp phải nhỏ hơn 3°.
Bảng 2. Quy cách ống gió tiết diện chữ nhật
Kích thước mml
| Kích thước ngoài của tiết diện ống | Kích thước ngoài của tiết diện ống |
| 1 | 2 |
| 125 x 125 | 630 x 400 |
| 160 x 125 | 630 x 500 |
| 160 x 160 | 630 x 630 |
| 200 x 125 | 800 x 315 |
| 200 x 160 | 800 x 400 |
| 200 x 200 | 800 x 500 |
| 250 x 150 | 800 x 630 |
| 250 x 160 | 800 x 800 |
| 250 x 200 | 1000 x 315 |
| 250 x 250 | 1000 x 400 |
| 315 x 150 | 1000 x 500 |
| 315 x 160 | 1000 x 630 |
| 315 x 200 | 1000 x 800 |
| 315 x 250 | 1000 x 1000 |
| 315 x 315 | 1250 x 400 |
| 400 x 200 | 1250 x 500 |
| 400 x 250 | 1250 x 630 |
| 400 x 315 | 1250 x 800 |
| 400 x 400 | 1250 x 1000 |
| 500 x 200 | 1600 x 500 |
| 500 x 250 | 1600 x 630 |
| 500 x 315 | 1600 x 800 |
| 500 x 400 | 1600 x 1000 |
| 500 x 500 | 1600 x 1250 |
| 630 x 250 | 2000 x 800 |
| 630 x 315 | 2000 x 1000 |
| 630 x 400 | 2000 x 1250 |
Ghi Chú: Các ống dẫn hệ thống thông gió và điều hòa không khí phải áp dụng kích thước cơ bản. Hệ thống loại bỏ bụi có thể sử dụng kích thước cơ bản hoặc kích thước bổ trợ. Nhưng trước tiên nên áp dụng kích thước cơ bản, ống gió bao gồm ống thẳng, ngoặt (30o, 45o, 90o), chạc ba, chạc tư, côn đổi tiết diện.
sản xuất ống gió
Hình 1: Các kiểu ghép mí
Bảng 3. Bán kính cong và số đốt tối thiểu của ngoặt tiết diện tròn
Kích thước mml
| Đường kính của ngoặt điện tròn | Bán kính cong
R |
Góc và số đốt tối thiểu của ngoặt | |||||||
| 90° | 60° | 45o | 30o | ||||||
| Đốt trong | Đốt ngoài | Đốt trong | Đốt ngoài | Đốt trong | Đốt ngoài | Đốt trong | Đốt ngoài | ||
| 80 ÷ 220 | R = 1 ÷ 1,5D | 2 | 2 | 1 | 2 | 1 | 2 | 2 | |
| 240 ÷ 450 | R = 1 ÷ 1,5D | 3 | 2 | 2 | 2 | 1 | 2 | 2 | |
| 480 ÷ 800 | R = 1 ÷ 1,5D | 4 | 2 | 2 | 2 | 1 | 2 | 1 | 2 |
| 850 ÷ 1400 | R = 1 ÷ 1,5D | 5 | 2 | 3 | 2 | 2 | 2 | 1 | 2 |
| 1500 ÷ 2000 | R = 1 ÷ 1,5D | 8 | 2 | 5 | 2 | 3 | 2 | 1 | 2 |
|
|
|
|
| Hình 2: Ngoặt tiết diện chữ nhật ở cung tròn ở cả phía trong và ngoài | Hình 3: Ngoặt tiết diện chữ nhật có cung tròn ở phía trong | Hình 4: Ngoặt tiết diện chữ nhật có đường chéo ở phía trong |

Sản xuất ống gió tôn đen và tôn tráng kẽm
- Độ dày tấm tôn để sản xuất ống gió và các chi tiết phải phù hợp với tiêu chuẩn trong bảng 4.
Bảng 4. Độ dày tấm tôn để gia công ống gió và các chi tiết
Kích thước mml
| Đường kính hoặc độ dài cạnh lớn ổng gió | Độ dày của tấm tôn | |
| Ống gió thông thường | Ống gió hút bụi | |
| 100 ÷ 200 | 0,50 | 1,50 |
| 220 ÷ 500 | 0,75 | 1,50 |
| 530 ÷ 1100 | 0,80 | 2,00 |
| 560 ÷ 1120 | 1,00 | 2,00 |
| 1250 ÷ 2000 | 1,20 ÷ 1,50 | 3,00 |
| 1500 ÷ 2000 | 1,20 ÷ 1,50 | 3,00 |
- Khi gia công ống gió và các chi tiết bằng tôn có độ dày £ 1,2mm có thể dùng phương pháp nối ghép mí. Lớn hơn 1,2mm có thể dùng phương pháp nối hàn, nối lật biên hoặc có thể dùng phương pháp hàn hơi.
Ghi chú: Gia công ống gió và các chi tiết bằng tôn tráng kẽm chỉ dùng ghép mí hoặc tán đinh.
- Tiêu chuẩn vật liệu làm mặt bích ống gió phải phù hợp quy định trong bảng 5 và bảng 6. Khoảng cách giữa các bulông và đinh tán không được lớn hơn 150mm.
- Liên kết ống gió với mặt bích bằng thép góc khi độ dày thành ống nhỏ hơn hoặc bằng 1,5mm có thể dùng phương pháp lật biên đinh tán. Độ dày thành ống lớn hơn 1,5mm, có thể dùng lật biên hàn điểm hoặc hàn kín theo miệng ống. Liên kết ống gió với mặt bích bằng thép dẹt có thể dùng phương pháp liên kết lật biên.
Bảng 5. Mặt bích ống gió tiết diện tròn
Kích thước mml
| Đường kính ống gió tiết diện tròn | Quy cách vật liệu làm mặt bích | |
| Thép dẹt | Thép góc | |
| £ 140 | – 20 x 4 | |
| 150 ÷ 280 | – 25 x 4 | |
| 300 ÷ 500 | L 25 x 3 | |
| 530 ÷ 1250 | L 25 x 4 | |
| 1350 ÷ 2000 | L 40 x 4 | |
- Với ống gió tiết diện chữ nhật có cạnh dài ³ 630mm nếu độ dài đoạn ống > 1,2mét thì phải áp dụng biện pháp gia cố tăng cường độ cứng cho thành ống.
- Lỗ đo trên ống gió phải được bố trí trước khi lắp ống gió theo yêu cầu của thiết kế. Chỗ ghép nối phải kín khít và chắc chắn.
Bảng 6. Mặt bích ống gió tiết diện chữ nhật
Kích thước mml
| Độ dài cạnh lớn ống gió tiết diện chữ nhật | Quy cách vật liệu làm mặt bích thép góc |
| £ 630 | L 25 x 3 |
| 800 ¸ 1250 | L 30 x 4 |
| 1600 ¸ 2000 | L 40 x 3 |
Ống gió bằng thép không gỉ
- Độ dày vật liệu để chế tạo ống gió và các chi tiết bằng thép tấm không gỉ phải phù hợp với quy định trong bảng 7.
Bảng 7. Độ dày vật liệu để chế tạo ống gió và các chi tiết bằng thép tấm không gỉ
Kích thước mml
| Đường kính hoặc độ dài cạnh lớn ống gió | Độ dày thép tấm không gỉ |
| 100 ¸ 500 | 0,50 |
| 560 ¸ 1120 | 0,75 |
| 1250 ¸ 2000 | 1,00 |
- Khi sản xuất ống gió bằng thép tấm không gỉ có độ dày £ 1mm có thể dùng phương pháp ghép mí, > 1mm có thể dùng phương pháp hàn hồ quang điện hoặc hàn hồ quang Argông, không được hàn hơi. Vật liệu hàn phải lựa chọn loại đồng chất với vật liệu cơ bản, cường độ cơ học không được thấp hơn trị số thấp nhất của vật liệu cơ bản.
Khi hàn phải đề phòng xỉ hàn bay ra làm bẩn bề mặt thép, sau khi hàn xong phải làm sạch.
- Bề mặt ống gió và các chi tiết bằng thép tấm không gỉ không được có vết cạo hoặc khuyết tật. Khi gia công hoặc khi xếp đống phải tránh va vào các vật cứng.
- Tiêu chuẩn vật liệu làm mặt bích của ống gió bằng thép tấm không gỉ phải phù hợp với quy định trong bảng 8.
Bảng 8. Mặt bích thép không gỉ
Kích thước mml
| Đường kính hoặc độ dài cạnh lớn ống gió | Quy cách vật liệu mặt bích |
| £ 280 | – 25 x 4 |
| 320 ¸ 560 | – 30 x 4 |
| 630 ¸ 1000 | – 35 x 6 |
| 1120 ¸ 2000 | – 40 x 8 |
Gia công ống gió bằng nhôm
Độ dày vật liệu để sản xuất ống gió và các chi tiết bằng nhôm lá phải phù hợp với các tiêu chuẩn trong bảng 9.
Bảng 9. Độ dày vật liệu để chế tạo ống gió và các chi tiết bằng nhôm lá
Kích thước mml
| Đường kính hoặc độ dài cạnh lớn ống gió | Độ dày của tấm nhôm lá |
| 100 ¸ 320 | 1,0 |
| 360 ¸ 630 | 1,5 |
| 700 ¸ 2000 | 2,0 |
- Bề mặt ống gió và các chi tiết bằng nhôm lá không có vết xước, vết vạch khuyết tật.
- Khi chế tạo ống gió bằng nhôm là có độ dày thành ống £ 1,5mm có thể áp dụng phương pháp ghép mí, > 1,5mm có thể dùng phương pháp hàn hơi hoặc hàn hồ quang Argông.
Khi hàn phải làm sạch gỉ và các vết bẩn bám trên mặt hàn và đầu que hàn. Hàn xong phải dùng nước nóng rửa sạch xi hàn trên bề mặt mối hàn. Mạch hàn phải chắc chắn, không có các khuyết tật như thiếu đường hàn hoặc có lỗ thủng v.v…
- Vật liệu làm mặt bích bằng nhôm phải phù hợp quy định trong bảng 10.
- Đối với ống gió bằng nhôm lá nếu dùng mặt bích bằng nhôm góc thì phải liên kết theo kiểu lật biên và cố định bằng đinh tán nhôm. Nếu dùng mặt bích bằng thép góc thì quy cách phải phù hợp với tiêu chuẩn trong bảng 5 và bảng 6, đồng thời phải có lớp chống ăn mòn.
Bảng 10. Mặt bích nhôm
Kích thước mml
| Đường kính hoặc độ dài cạnh lớn ống gió | Quy cách vật liệu làm mặt bích | |
| Nhôm dẹt | Nhôm góc | |
| £ 280 | – 30 x 6 | L 30 x 4 |
| 20 ¸ 560 | – 35 x 8 | L 35 x 4 |
| 630 ¸ 1000 | – 40 x 10 | |
| 1120 ¸ 2000 | – 40 x 12 | |
Sản xuất ống gió bằng tấm nhựa cứng
- Độ dày vật liệu để chế tạo ống gió và các chi tiết bằng tấm nhựa cứng và sai số chế tạo cho phép phải phù hợp với quy định trong bảng 11.
- Ống gió và các chi tiết bằng tấm nhựa cứng chế tạo bằng phương pháp gia công nóng không được có khuyết tật như bọt khí, hóa than, biến dạng, nứt v.v…
- Ống gió và các chi tiết bằng tấm nhựa cứng phải được liên kết bằng hàn nối. Tấm nhựa phải cắt vát cạnh tùy theo độ dày, kiểu mối hàn. Độ vát phải phù hợp với quy định trong bảng 12. Mạch hàn phải đầy, không được có hiện tượng cháy vàng và đứt vỡ. Cường độ mạch hàn không dưới 60% cường độ vật hàn, vật liệu hàn phải đồng chất với vật liệu cơ bản (trừ loại hàn ép nóng).
- Quy cách vật liệu làm mặt bích phải phù hợp với các quy định trong điều 2.1.5.
- Liên kết ống gió bằng tấm nhựa cứng với mặt bích phải dùng hàn nối, cũng có thể áp dụng kiểu nối qua ống lồng.
Bảng 11. Độ dày tấm nhựa để chế tạo ống gió và sai số chế tạo cho phép
Kích thước mml
| Ống gió tiết diện tròn | Ống gió tiết diện chữ nhật | ||||
| Đường kính | Độ dày tấm nhựa | Sai số cho phép dường kính ngoài | Cạnh lớn | Độ dày tấm nhựa | Sai số cho phép cạnh lớn |
| 100 ¸ 300 | 3 | – 1 | 120 ¸ 320 | 3 | – 1 |
| 360 ¸ 630 | 4 | – 1 | 400 ¸ 500 | 4 | – 1 |
| 700 ¸ 1000 | 8 | – 2 | 630 ¸ 800 | 5 | – 2 |
| 1120 ¸ 2000 | 6 | – 2 | 1120 ¸ 2000 | 6 | – 2 |
| 1600 ¸ 2000 | 8 | – 2 | |||
- Cự ly khung gia cố ống gió bằng tấm nhựa cứng phải phù hợp với các quy định trong điều 2.2.5, quy cách khung gia cố cũng giống như mặt bích.
Bảng 12. Quy cách miệng vát và mối hàn
Kích thước mml
| Kiểu mối hàn | Tên mối hàn | Hình dạng | Độ dày vật liệu | Góc mở của mối hàn ao | Ứng dụng |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Mối hàn đối đầu | Hàn chữ V một mặt | 3 ¸ 5 | 50 ¸ 60 | Dùng khi chỉ hàn được một mặt | |
| Hàn chữ V hai mặt | 5 ¸ 8 | 50 ¸ 60 | Dùng cho mối hàn ở các tấm dày | ||
| Mối hàn đối đầu | Hàn chữ V hai mặt | ³ 8 | 50 ¸ 60 | Cường độ mối hàn tốt dùng ở mặt bích ống gió và các tấm dày | |
| Mối hàn chống | Hàn chồng | 3 ¸ 10 | Dùng để nối ống lồng cứng với ống mềm | ||
| Mối hàn vuông góc | Hàn vuông không vát | 6 ¸ 10 | Dùng để gia cố ống gió và các chi tiết | ||
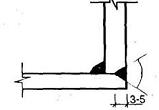
| Mối hàn đối góc | Hàn chữ V đối góc | 3 ¸ 5 | 50 ¸ 60 | Dùng để hàn góc ống gió | |
| Mối hàn đối góc | Hàn chữ V đối góc | 5 ¸ 8 | 50 ¸ 60 | Dùng để hàn góc ống gió | |
| Hàn chữ V đối góc | 6 ¸ 15 | 45 ¸ 55 | Dùng để liên kết ống gió với mặt bích |
Bảng 13. Mặt bích tròn bằng tấm nhựa cứng
Kích thước mml
|
Kiểu mối hàn |
Tên mối hàn |
Hình dạng |
Độ dày vật liệu |
Góc mở của mối hàn ao |
Ứng dụng |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Mối hàn đối đầu |
Hàn chữ V một mặt |
|
3 ¸ 5 |
50 ¸ 60 |
Dùng khi chỉ hàn được một mặt |
|
|
Hàn chữ V hai mặt |
|
5 ¸ 8 |
50 ¸ 60 |
Dùng cho mối hàn ở các tấm dày |
|
Mối hàn đối đầu |
Hàn chữ V hai mặt |
|
³ 8 |
50 ¸ 60 |
Cường độ mối hàn tốt dùng ở mặt bích ống gió và các tấm dày |
|
Mối hàn chống |
Hàn chồng |
|
3 ¸ 10 |
|
Dùng để nối ống lồng cứng với ống mềm |
|
Mối hàn vuông góc |
Hàn vuông không vát |
|
6 ¸ 10 |
|
Dùng để gia cố ống gió và các chi tiết |
|
Mối hàn đối góc |
Hàn chữ V đối góc |
|
3 ¸ 5 |
50 ¸ 60 |
Dùng để hàn góc ống gió |
|
Mối hàn đối góc |
Hàn chữ V đối góc |
|
5 ¸ 8 |
50 ¸ 60 |
Dùng để hàn góc ống gió |
|
Hàn chữ V đối góc |
|
6 ¸ 15 |
45 ¸ 55 |
Dùng để liên kết ống gió với mặt bích |

Bảng 13. Mặt bích tròn bằng tấm nhựa cứng
Kích thước mml
|
Đường kính ống hàn |
Quy cách vật liệu mạt bích |
Quy cách bulông mạ kém |
||
|
Rộng x dày |
Đường kính lỗ |
Số lượng lỗ |
||
|
100 ¸ 160 |
35 x 6 |
7,5 |
6 |
M6 x 30 |
|
180 |
35 x 6 |
7,5 |
8 |
M6 x 30 |
|
200 ¸ 220 |
35 x 8 |
7,5 |
8 |
M6 x 35 |
|
250 ¸ 320 |
35 x 8 |
7,5 |
10 |
M6 x 35 |
|
360 ¸ 400 |
35 x 8 |
9,5 |
14 |
M8 x 35 |
|
450 |
35 x 10 |
9,5 |
14 |
M8 x 40 |
|
500 |
35 x 10 |
9,5 |
18 |
M8 x 40 |
|
560 ¸ 630 |
40 x 10 |
9,5 |
18 |
M8 x 40 |
|
700 ¸ 800 |
40 x 10 |
11,5 |
24 |
M10 x 40 |
|
900 |
45 x 12 |
11,5 |
24 |
M10 x 45 |
|
1000 ¸ 1250 |
45 x 12 |
11,5 |
30 |
M10 x 45 |
|
1400 |
45 x 12 |
11,5 |
38 |
M10 x 45 |
|
1600 |
50 x 15 |
11,5 |
38 |
M10 x 50 |
|
1600 ¸ 2000 |
60 x 15 |
11,5 |
48 |
M10 x 50 |
Bảng 14. Mặt bích chữ nhật bằng tấm nhựa cứng
Kích thước mml
| Độ dài cạnh lớn của ống | Quy cách vật liệu mặt bích | Quy cách bulông mạ kém | ||
| Rộng x dày | Đường kính lỗ | Số lượng lỗ | ||
| 1 | 2 | 3 | 4 | 5 |
| 120 ¸ 160 | 35 x 6 | 7,5 | 3 | M6 x 30 |
| 200 ¸ 250 | 35 x 8 | 7,5 | 4 | M6 x 35 |
| 320 | 35 x 8 | 7,5 | 5 | M6 x 35 |
| 400 | 35 x 8 | 9,5 | 5 | M8 x 40 |
| 500 | 35 x 10 | 9,5 | 6 | M8 x 40 |
| 630 | 40 x 10 | 9,5 | 7 | M8 x 40 |
| 800 | 40 x 10 | 9,5 | 9 | M10 x 40 |
| 1000 | 45 x 12 | 11,5 | 10 | M10 x 45 |
| 1250 | 45 x 12 | 11,5 | 12 | M10 x 45 |
| 1600 | 50 x 15 | 11,5 | 15 | M10 x 50 |
| 2000 | 60 x 18 | 11,5 | 18 | M10 x 60 |

Hotline/Zalo: 0989 135 789 | 0903 239 516
E-mail: contact@cokhiphuhung.vn
NHÀ MÁY
Nhà máy 1: 76/12 Vĩnh Phú 38, P. Vĩnh Phú, Thuận An, Bình Dương
Nhà máy 2: Cụm Công nghiệp Quất Động, Thường Tín, Hà Nội.